

This article brings together the introduction of almost all metal stamping processes. You can better understand the processes of each part of the component through this article. The article combines pictures and texts for easier reading.

From Experienced Metal Stamping OEM Service Supplier In China
Introduction to Metal Stamping Processes
-
Home>
-
Blog>
-
Technology>
Introduction to Metal Stamping Processes
19
2024.09
Metal stamping is a metal parts processing process. It is a process in which metal materials such as plates, tubes, strips and profiles are plastically deformed or separated by punches and dies under pressure to obtain workpieces of special shapes, sizes and tolerances. The obtained workpieces are called metal stamping parts. They can be used directly or have better performance after heat treatment, CNC processing and surface treatment.
Three Elements of Metal Stamping Processing:
Sheet Material:
Aluminum, iron, steel, stainless steel, copper plates, strips, tubes and profiles that can be used for stamping.
Dies:
There are many types of dies for stamping, including single-process dies, compound dies, progressive dies, etc. They determine the production efficiency and the precision of stamping parts.
Equipment (punch):
The press applies external force to the sheet through the die to complete the stamping process. There are many types of presses. Choosing the right press can improve production efficiency and processing accuracy.
Stamping Processing is Classified According to Temperature
Hot Stamping:

Metal materials with high deformation resistance and poor plasticity, such as some high-strength alloys, need to be heated to temporarily reduce their hardness and increase ductility. This makes the material more susceptible to plastic deformation. In turn, it reduces the difficulty of production.
Cold Stamping:
 It is a stamping process performed at room temperature. It is suitable for the production of metals with high ductility, high plasticity, and low deformation resistance, such as aluminum, iron, ordinary carbon steel, and stainless steel.
It is a stamping process performed at room temperature. It is suitable for the production of metals with high ductility, high plasticity, and low deformation resistance, such as aluminum, iron, ordinary carbon steel, and stainless steel.
The selection of stamping temperature also needs to consider many factors such as the thickness of the stamped parts and the complexity of the structure. You can consult our engineers to find out which process is suitable for your product.
Stamping Processes Are Classified According To Deformation Methods:
There are two main categories: separation and forming, which are further subdivided into more than a dozen processes based on this. The following will introduce in detail:
Forming Process:
It is a process that uses a die to make the blank or material only plastically deformed. The forming process will only change the angle, thickness, size, shape, etc., but will not reduce the material.
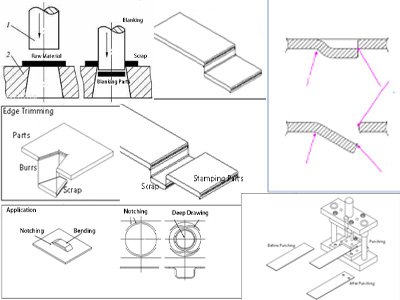
Blanking:
The blanking process can also be divided into shearing, blanking, punching, notching, notching, cutting, chiseling, trimming, tongue cutting, cutting, trimming, etc. according to its separation method. We will introduce it in detail below.
Separation Process:
also known as blanking, is a basic stamping process that uses a die to separate or semi-separate a material of a specific shape and size from the main body at a specific position of the material. We can use it to produce flat stamping parts, or prepare blanks for other stamping processes such as bending, drawing, forming, etc., or we can cut and trim the formed stamping parts. The blanking process is widely used in the production of stamping parts in more than 20 industries. Blanking accounts for about 50% to 60% of the entire stamping process.
Shearing:
It is the initial step to cut large sheets or coils into strips or blocks for subsequent processing. It can also be called blanking. The following introduces a variety of shearing methods. Choosing the right shearing method can improve production efficiency and product quality.
Main Methods of Shearing:
Manual shearing:

Manual shearing is particularly suitable for thin sheets with a thickness of less than 1 mm. It can cut straight and simple curved blanks, especially for blanking or semi-finished product processing. The advantage of hand shearing is that there is no technical requirement, and the disadvantage is also very obvious: the efficiency is very low and the precision is very low. It is suitable for small batches and low-precision stamping parts processing.
Vibration Shearing:

Simple mechanical shearing is an efficient shearing method. Its shear blade is close to the fixed lower shear blade for rapid reciprocating motion, and the number of reciprocating times can reach 1100-2100 times per minute. This shearing method is suitable for straight or curved metal stamping blanks, especially for materials with a thickness of about 2 mm. Vibration shears have been widely used in mass production due to their high efficiency and precision. The disadvantage is that it will cause deformation of the section position.
Disc Shearing:

More complex mechanical shearing. The shearing process relies on the friction between the scissors and the material to separate the material from the main body. The scissors are disc-shaped, and the upper and lower disc knives rotate at the same speed and in opposite directions during shearing. Disc shears are suitable for large-scale, high-precision stamping parts production, and can effectively control the shearing quality and reduce burrs and deformation.
Gantry Shears:

It is divided into two types: flat blade shears and bevel blade shears. The upper and lower blades of the flat blade shear are parallel. When working, the stamping parts sheet is sheared at the same time across the entire width. The sheared blank has good straightness and large shearing force, which is particularly suitable for shearing thin sheets. The upper and lower blades of the bevel blade shear cross at a certain angle, and the shearing force is slightly smaller but the work is more stable. However, bevel blade shears are prone to distortion when shearing thick and narrow strips, and a leveling process needs to be added.
Uncoiling Shears:

Using an uncoiling machine to directly shear the coiled material is an efficient mass production process. It can well control the shearing quality and burr problems, and is particularly suitable for continuous and large-scale stamping parts production.
Application and Selection Suggestions:
In actual applications, the choice of shearing method needs to be considered comprehensively based on specific processing requirements, material properties, production efficiency and other factors. For example, in small batches and low precision requirements, hand shearing may be a more economical and convenient choice; while in large batches and high precision production, vibration shears, disc shears or gantry shears are more advantageous.
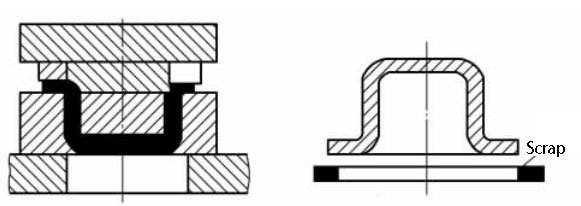
Blanking:
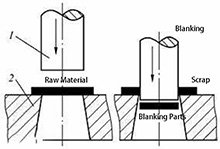
The process of using a punch press and a die to separate parts of a specific shape from a master material. The master material is generally a sheet material. The die has two parts, the upper die has a protruding part called a punch, and the lower die is concave and called a die. When working, the sheet material is placed on the die, and the punch presses down under the action of pressure. While pressurizing, the punch and the die shear, cutting off the blank of the required shape and size from the sheet material for the next step. Sometimes the finished product can be obtained by one blanking. Blanking is to obtain blanking parts with a certain shape and size. The punched part is the finished product, and the remaining part is the residual material or waste.
Punching:
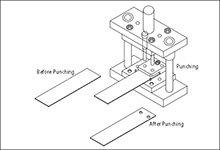
Various patterns of holes are punched on the sheet material and the pipe under the action of the punch press and the punching die. It is to punch holes in the sheet material to obtain a stamped part with holes. It is the opposite of blanking, and the part that falls is waste.
Blanking Notch:
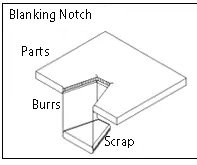
It is the process of using a blanking die to cut off waste of a specific shape, size, and size along the edge of the material or blank. The remaining part is used for other processes or directly obtained as a finished product.
Notching:

It is a process of punching a groove-shaped notch along the edge of the workpiece. The punched part is waste. The protruding part of the punch has a certain angle. Cutting starts from the front end of the punch and stops halfway at the inclination angle, leaving uncut parts.
Sectioning:
The processing process is similar to cutting, so it is often compared. The burr directions of the left and right parts of the cut-off workpiece are opposite, while the sectioning is consistent. Correspondingly, the width (along 2 lines) is used for cutting, so waste is generated. The material utilization rate is lower than that of cutting. It is basically used when you want to obtain the same burr direction on the left and right.
Chiseling:
It is a blanking or punching process using a chiseling die with a sharp blade. There is no lower die in chiseling, and the pad under the material is just a flat plate. Most of the punched materials are non-metallic.
Edge Cutting:
Trimming is to punch out part of the edge of the stamped part to get a notch of a specific shape at a specific position, or to adjust the shape of the workpiece.
Tongue Cutting:
It is a stamping process that partially but not completely separates the material along the open contour. The partially separated material has a certain position required by the workpiece and is no longer located on the plane before separation.
Cutting:
It is a stamping process that partially but not completely separates the material along the open contour. The separated material is located or basically located on the plane before separation.
Trimming:
It is to use the trimming die to scrape a thin layer of metal along the outer edge or inner hole of the blanking part to cut off the shear band and burrs on the blanking part, thereby improving the dimensional accuracy of the blanking part (IT6~IT7) and reducing the surface roughness value (Ra0.8~1.6µm). Trimming the outer shape of the blanking part is called outer edge trimming, and trimming the inner hole of the blanking part is called inner hole trimming.
Introduction to Forming Process:
Metal forming process covers a series of technologies that deform metal materials into the desired shape through external force. These processes are crucial in industrial manufacturing and are widely used in automobiles, aerospace, home appliances, construction and other fields. The following are several common forming processes, each of which has its unique role and effect when processing metal.
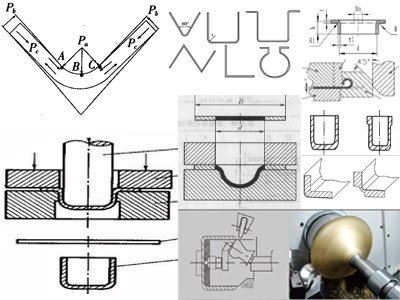
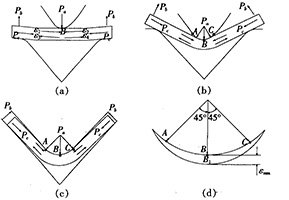
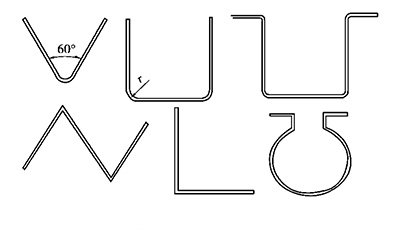
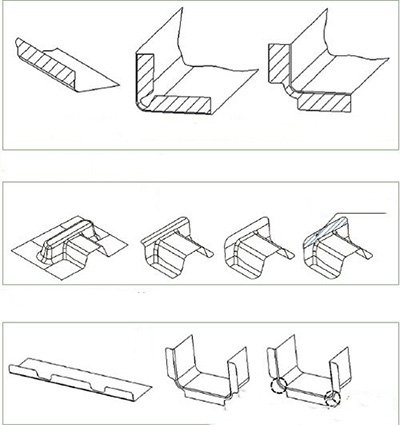
Bending:
Definition:
Bending is the process of deforming metal sheets, bars, tubes or profiles into a specific angle and curvature through mechanical force. This process belongs to the forming process and is one of the basic processes of stamping. Through bending, parts with various complex shapes such as V-shaped parts, U-shaped parts, Z-shaped parts, etc. can be made.
Features:
Material Requirements:
The plasticity and ductility of the metal are crucial to the bending effect. The material must have sufficient tensile strength and ductility to prevent breakage or excessive deformation during the bending process.
Application:
The bending process is widely used in the manufacture of parts such as frames, pipe support frames, and body parts. It has low cost and stable process, which is suitable for mass production.
Control Factors:
The bending angle, radius, material thickness, and material type will affect the shape and accuracy of the final product. Therefore, precise dies and pressure control equipment are required to ensure consistency.
Rolling:
Definition:
Rolling is the process of forming a sheet into a nearly closed cylindrical or arc-shaped workpiece through a gradual bending operation. This process is usually completed using specific dies and plate rolling machines.
Features:
Rolling Radius:
Depending on the shape of the required product, the rolling process can achieve the manufacture of large-diameter cylindrical workpieces, such as tanks, pipes or pressure vessels.
Precision Requirements:
The consistency of the diameter needs to be specially controlled during the rolling process, otherwise it may affect subsequent welding and assembly.
Application:
This process is widely used to manufacture various circular pipes, pressure vessels, boiler shells, etc. It is suitable for the processing of medium and thick plates.
Twisting:

Definition:
Twisting is a process that uses special dies to twist and deform metal sheets on the same plane to obtain complex workpieces with specific curved surfaces.
Features:
Manufacturing of Complex Curved Surfaces:
The twisting process can achieve the twisting of the sheet in one plane to form complex shapes, such as spiral structures or decorative parts.
Application Areas:
This process is often used to manufacture building components, artworks, and special mechanical equipment parts.
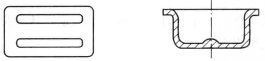
Deep Drawing:
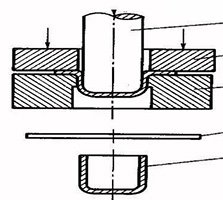
Definition:
Deep drawing is a cold stamping process that uses a die to draw a flat material or a semi-finished blank into an open hollow part. It can transform a flat plate into a product with a certain depth and geometric shape, and is often used to produce parts with complex geometric shapes.
Features:
Applicable Materials:
Applicable to metal materials with good ductility such as aluminum, steel, and copper.
Difficulty of Forming:
As the depth of drawing increases, the process difficulty increases, especially for products with complex shapes that may require multiple drawing operations.
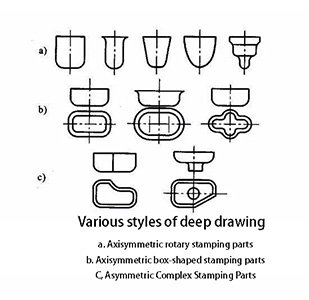
Product Types:
Common deep drawing products are cylindrical, spherical, conical, rectangular and other irregular shapes, such as automobile fuel tanks, enamel basins, aluminum cookware, etc.
Thinning Deep Drawing:
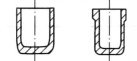
Definition:
Thinning drawing is a special cold stamping process that reduces the straight wall thickness of the workpiece during the drawing process, but the bottom thickness remains unchanged. It is a negative gap forming process, and the forming force (pulling force) must be absorbed by the forming cup wall. Compared with deep drawing, the straight wall thickness of thinning drawing is thinner, and the bottom thickness remains unchanged. This process is usually used to produce hollow body parts with or without flanges.
Features:
Process Advantages:
Thinning and drawing can improve material utilization and produce products with thin-walled and lightweight characteristics.
Typical Applications:
The manufacture of cans is a typical example of thinning and drawing, with a thicker bottom and thin and uniform straight walls.
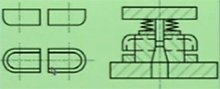
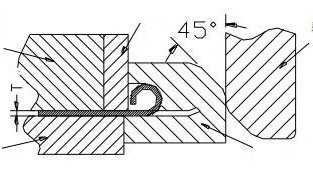
Internal Hole Flanging:

Definition:
Flanging is a stamping process that turns a vertical flange along the edge of a metal blank that has been punched with a hole. The height of the flanging can be achieved by multiple flanging.
Features:
Material Stretching:
The material deformation during the flanging process is carried out in the tangential direction. The closer the part is to the hole, the more obvious the stretching deformation of the material is, so it is more likely to crack the hole edge.
Process Optimization:
In order to prevent the hole edge from cracking, each step of the flanging process needs to be precisely controlled, and the flanging process can be performed in steps if necessary.
Application:
The flanging process is often used to manufacture parts with hole flanging, such as metal frames and washers.
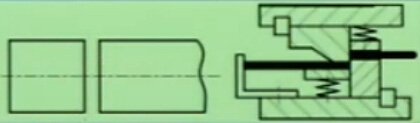
Outer Edge Flanging:
Definition:
Flanging is a forming process that uses a mold to form a straight wall or flange at a certain angle along a closed or unclosed edge on the flat or curved part of a metal blank.
Features:
Variousr Types:
Flanging processes can be divided into elongation flanging and compression flanging, which are used for products with different requirements.
Uses:
The flanging process is usually used for the contour forming of stamping parts. Its main function is to enhance the structural strength of the product or meet the aesthetic requirements, such as flanging for automobile covers and home appliance shells.
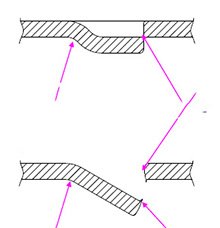
Stretch Bending:

Definition:
Stretch bending is a process that bends metal sheets, pipes or profiles into workpieces with a certain curvature, shape and size under the combined action of tensile force and bending force.
Features:
Mechanical Requirements:
The plasticity and bending resistance of the material directly affect the stretch bending forming effect.
Application:
Stretch bending forming process is widely used in the manufacture of high-pressure vessels, boiler components, hull frames and building structural parts.
Bulging:
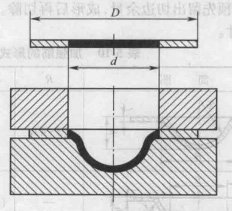
Definition:
Bulging process is to apply high-pressure liquid or gas to the inside of the tube or one side of the slab to make the material plastically deformed to form a workpiece of the required geometric shape.

Features:
Process Characteristics:
Bulging is an efficient forming method that can realize the manufacture of complex parts without increasing the thickness of the material.
Typical Applications:
Suitable for manufacturing parts such as bellows, pulleys, bicycle joints, etc.
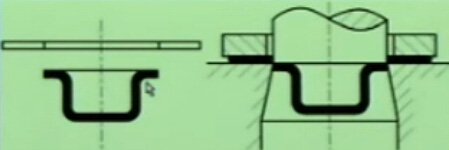
Undulating Forming:
 Definition:
Definition:
Undulating forming is to form concave or convex through local stretching of the material to change the shape of the blank. This process is often used to manufacture reinforcing ribs, relief-shaped pressed parts, etc. In wide flange drawing, when the flange width of the part is greater than a certain value, the flange part no longer produces obvious plastic flow, and the outer edge size of the blank remains unchanged before and after forming. The forming of the part will mainly rely on the thinning of the material below and near the punch, and the limit forming height is no longer related to the blank diameter. This stage is the undulating forming stage.
Features:
Process Effect:
The rigidity and durability of the part can be significantly improved through undulating forming, which is suitable for the manufacture of high-strength parts.
Application:
Suitable for aerospace, automobile manufacturing and other fields, especially for structural parts that require high strength.
Flaring:

Definition:
Flaring is a forming process that expands the diameter of the end of the tube blank through a die to form a boss, which is convenient for connection with other pipes or equipment.
Features:
Enhanced Connection Performance:
By expanding, the sealing and connection stability of the pipeline system can be improved.
Application:
Commonly used in the processing of pipes and joints, widely used in water pipes, air pipes, air conditioning pipes and other fields.
Shrinking:

Definition:
Shrinking is a process that reduces the mouth of a pre-formed cylindrical part or pipe through a die, mainly used to manufacture bullet shells, gas cylinders, bicycle frames, etc.
Features:
Process effect:
For slender tubular parts, the shrinking process is often used to replace the deep drawing process to obtain better forming effects.
Spinning:
 Definition:
Definition:
The spinning process is to fix a flat plate or hollow blank on the die of the spinning machine, and apply pressure with a spinning wheel or a driving rod to cause local plastic deformation, thereby gradually forming the desired shape.
Features:
High Material Utilization Rate:
The spinning process makes the material deform evenly, which can greatly reduce the generation of waste and is suitable for the production of thin-walled parts.
Application:
Commonly used in the manufacture of thin-walled containers, lamps, automotive parts, etc.
Calibration:
After stamping, a small amount of deformation is applied to the local area of the workpiece, and the flatness and fillet radius of the stamped parts are trimmed to meet the requirements of the workpiece.
Summary:
Through this article, you can fully understand the process of metal stamping. We also introduce the materials that can be stamped and the stamping dies. If you need a company that can provide you with high-quality stamping services, Kindly contact us. Our engineers will develop a perfect solution for you.
Article Navigation
Others You Might Want to Know
Article Navigation
Industries
Foundries