

The die is one of the three essential elements for the production of metal stamping parts, the other two being punch presses and raw materials. A comprehensive understanding of the materials, types and production of the die is very helpful for finding a m

HULK Metal Is a Metal Stamping Service Provider With Rich Experience In China
Introduce the Stamping Die from All Round
-
Home>
-
Blog>
-
Technology>
The Most Comprehensive Introduction To Metal Stamping Dies
24
2024.09
 Metal stamping dies can be introduced in detail mainly from the perspective of materials, types, composition, and production processes. When selecting a die, it is necessary to consider the shape, dimensional tolerance and other requirements of the stamping parts. When we understand how stamping parts are produced from multiple perspectives, we can better evaluate the service capabilities of a service provider and the production capacity of the factory. And decide whether to cooperate with them for a long time based on their prices.
Metal stamping dies can be introduced in detail mainly from the perspective of materials, types, composition, and production processes. When selecting a die, it is necessary to consider the shape, dimensional tolerance and other requirements of the stamping parts. When we understand how stamping parts are produced from multiple perspectives, we can better evaluate the service capabilities of a service provider and the production capacity of the factory. And decide whether to cooperate with them for a long time based on their prices.
Metal Stamping Die Material:
The material used for stamping dies belongs to cold-working die steel, which is the most widely used and most diverse die steel. The main performance requirements are strength, toughness, and wear resistance. A complete set of stamping dies is composed of components of various materials. The main parts are carbon steel, alloy steel, cast iron, cast steel, and cemented carbide. The assembly parts are low-melting-point alloys, zinc-based alloys, aluminum bronze, synthetic resins, polyurethane rubber, plastics, laminated birch boards, etc. The material of the main part of the mold is required to have high hardness, high strength, high wear resistance, appropriate toughness, high hardenability, no deformation (or less deformation) during heat treatment, and not easy to crack during quenching. At present, most of the materials used to manufacture stamping dies are mainly steel. The types of materials commonly used for working parts of molds are: carbon tool steel, low alloy tool steel, high carbon and high chromium or medium chromium tool steel, medium carbon alloy steel, high-speed steel, matrix steel, cemented carbide, steel-bonded cemented carbide, etc.
The following will show you more intuitively in the form of a table from four aspects: mold types, working conditions, performance requirements for mold materials, and commonly used materials.
Die Type | Working Conditions | Material Performance Requirements | Common Materials |
Blanking Die | It is mainly used for punching various sheet materials, and its cutting edge is subjected to strong friction and impact during the working process. | It has high wear resistance, impact toughness and fatigue fracture resistance. | Cr12mov / Cr12 / SKD11 / T10A / W18Cr4V / 6-5-4-2 |
Extrusion Die | It is mainly used for deformation forming. When working, the punch is under great pressure and the die is under great tension. Due to the violent flow of metal in the cavity, the working surfaces of the punch and the die are subjected to strong friction, and the surface temperature of the mold rises by 200-300℃. | It has high deformation resistance, wear resistance and fracture resistance, and should also have high tempering stability. | H13 / 3Cr2W8V / 40Cr / 38CrMoAl / 5CrNiMo |
Deep Drawing die | It is mainly used for deep drawing of sheet materials with a certain plasticity. The working stress is not large, but the entrance of the die is subjected to strong friction. | High hardness and wear resistance, low working surface roughness | Cr12MoV / Cr12 / D2 / 6-5-4-2 / PeCu |
Bending Die | It is mainly used for bending and forming metal materials with a certain plasticity. The load acting on the mold is not very large, but there is a certain friction. | Has high wear resistance and breaking capacity. | Cr12MoV / D2 / T10A / S45C |
Here we focus on the advantages and disadvantages of several commonly used stamping die steels:
Carbon Tool Steel
Carbon tool steels that are widely used in molds are T8A, T10A, etc., with advantages of good processing performance and low price. However, hardenability and red hardness are poor, heat treatment deformation is large, and the load-bearing capacity is low.
Low Alloy Tool Steel
Low alloy tool steel is a carbon tool steel with an appropriate amount of alloying elements added. Compared with carbon tool steel, it reduces quenching deformation and cracking tendency, improves the hardenability of steel, and has better wear resistance. Low alloy steels used to make molds include CrWMn, 9Mn2V, 7CrSiMnMoV (code CH-1), 6CrNiSiMnMoV (code GD), etc.
High Carbon High Chromium Tool Steel
Commonly used high carbon high chromium tool steels include Cr12, Cr12MoV, and Cr12Mo1V1 (code D2). They have good hardenability, hardenability, and wear resistance, and have very small heat treatment deformation. They are highly wear-resistant micro-deformation die steels, and their load-bearing capacity is second only to high-speed steel. However, carbide segregation is serious, and repeated upsetting and drawing (axial upsetting, radial drawing) and forging must be performed to reduce the unevenness of carbides and improve performance.
High Carbon Medium Chromium Tool Steel
High carbon medium chromium tool steels used for molds include Cr4W2MoV, Cr6WV, Cr5MoV, etc. They have low chromium content, less eutectic carbides, uniform carbide distribution, small heat treatment deformation, good hardenability and dimensional stability. Compared with high carbon high chromium steel with relatively serious carbide segregation, the performance is improved.
High Speed Steel
High speed steel has the highest hardness, wear resistance and compressive strength among die steels, and has a high load-bearing capacity. Commonly used in molds are W18Cr4V (code 8-4-1) and W6Mo5 Cr4V2 (code 6-5-4-2, American grade M2) with less tungsten content, as well as 6W6Mo5 Cr4V (code 6W6 or low carbon M2) high-speed steel with reduced carbon and vanadium developed to improve toughness. High-speed steel also needs to be forged to improve its carbide distribution.
Matrix Steel
Add a small amount of other elements to the basic components of high-speed steel, and appropriately increase or decrease the carbon content to improve the performance of the steel. Such steels are collectively called matrix steels. They not only have the characteristics of high-speed steel, with certain wear resistance and hardness, but also have better fatigue strength and toughness than high-speed steel. They are high-strength and toughness cold working die steels, but the material cost is lower than that of high-speed steel. Commonly used matrix steels in molds include 6Cr4W3Mo2VNb (code 65Nb), 7Cr7Mo2V2Si (code LD), 5Cr4Mo3SiMnVAL (code 012AL), etc.
Cemented Carbide And Steel-Bonded Cemented Carbide
The hardness and wear resistance of cemented carbide are higher than any other type of mold steel, but its bending strength and toughness are poor. The cemented carbide used as mold is tungsten-cobalt. For molds with low impact and high wear resistance, cemented carbide with low cobalt content can be selected. For molds with high impact, cemented carbide with high cobalt content can be selected.
Steel-bonded cemented carbide is made of iron powder with a small amount of alloy element powder (such as chromium, molybdenum, tungsten, vanadium, etc.) as a binder, titanium carbide or tungsten carbide as a hard phase, and sintered by powder metallurgy. The matrix of steel-bonded cemented carbide is steel, which overcomes the shortcomings of poor toughness and difficult processing of cemented carbide, and can be cut, welded, forged and heat treated. Steel-bonded carbide contains a large amount of carbides. Although its hardness and wear resistance are lower than those of cemented carbide, they are still higher than those of other steels. After quenching and tempering, its hardness can reach 68~73HRC.
New Materials
At present, the development trend of cold-working die steel is based on the performance of high-alloy steel D2 (equivalent to Cr12MoV in my country), and is divided into two major branches: one is to reduce the carbon content and alloy element content, improve the uniformity of carbide distribution in steel, and highlight the improvement of the toughness of the die. Such as 8CrMo2V2Si of American Vanadium Alloy Steel Company and DC53 (Cr8Mo2SiV) of Daido Special Steel Company in Japan. The other is a powder high-speed steel developed with the main purpose of improving wear resistance to adapt to high-speed, automated, and mass production. Such as 320CrVMo13 in Germany, etc.
Tips For Selecting Materials For Metal Stamping Dies:
Reasonable selection of die materials and implementation of correct heat treatment processes are the key to ensuring the life of the die. For dies with different uses, factors such as their working state, stress conditions, performance of the processed materials, production batch and productivity should be comprehensively considered, and emphasis should be placed on the various properties required above, and then the corresponding selection of steel types and heat treatment processes should be made.
Production Batch
When the production batch of stamping parts is large, the materials of the working parts of the die, the punch and the die, should be selected from high-quality and wear-resistant die steel. The materials of other process structural parts and auxiliary structural parts of the die should also be improved accordingly. When the batch is not large, the requirements for material properties should be appropriately relaxed to reduce costs.
The Performance Of The Stamped Material And The Use Conditions Of The Die Parts
When the material being stamped is harder or has greater deformation resistance, the punch and die of the die should be selected from materials with good wear resistance and high strength. When drawing stainless steel, aluminum bronze die can be used because it has better anti-adhesion properties. Guide pins and guide sleeves require wear resistance and good toughness, so low-carbon steel surface carburizing and quenching are often used. For another example, the main disadvantage of carbon tool steel is poor hardenability. When the cross-sectional size of the die parts is large, the central hardness is still low after quenching. However, when working on a press with a large number of strokes, it becomes an advantage due to its good impact resistance. For fixed plates and unloading plates, not only must they have sufficient strength, but they must also have small deformation during the working process. In addition, cold treatment and deep cold treatment, vacuum treatment and surface strengthening methods can also be used to improve the performance of mold parts. For cold extrusion dies with poor working conditions for convex and concave dies, mold steel with good comprehensive mechanical properties such as sufficient hardness, strength, toughness, and wear resistance should be selected, and it should also have certain red hardness and thermal fatigue strength.
Material Properties
The hot and cold processing properties of the material and the existing conditions of the factory should be considered.
Reduce Production Costs
Pay attention to the use of micro-deformation mold steel to reduce machining costs.
Develop Special Mold Steel
For molds with special requirements, mold steel with special properties should be developed and applied.
Consider The Production And Use Of Molds
The selection of mold materials should be determined according to the use conditions of mold parts. Under the premise of meeting the main conditions, low-priced materials should be selected to reduce costs.
Types Of Metal Stamping Dies:
There are generally three types of classification of stamping dies, based on the process, the degree of integration of processes on a die, and the processing method of the product.
Classification Based On Process:
Blanking Die:
a die that separates materials along a closed or open contour line. Such as blanking die, punching die, cutting die, notching die, trimming die, cutting die, etc.
Bending Die:
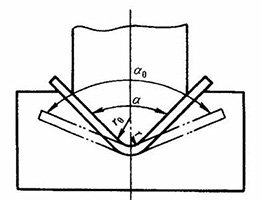
a die that bends and deforms sheet blanks or other blanks along a straight line (bending line) to obtain a workpiece with a certain angle and shape.
Drawing Die:
a die that makes sheet blanks into open hollow parts, or further changes the shape and size of hollow parts.
Forming Die:

a die that directly copies and forms blanks or semi-finished workpieces according to the shape of the convex and concave dies, and the material itself only produces local plastic deformation. Such as bulging die, shrinking die, expansion die, undulating forming die, flanging die, shaping die, etc.
Riveting mold:

It uses external force to connect or overlap the participating parts in a certain order and method to form a whole.
According to the Degree of Process Combination
the mold can be divided into four categories: single process mold, compound mold, progressive mold, and transfer mold.
Single Process Mold:
A mold that only completes one stamping process in one stroke of the press. After this process is completed, the product needs to be taken out of the mold manually or by a robot, and then placed in the mold of the next station to continue production until the last process of the mold is completed. The entire product is completed. This type of mold is easy to maintain and has low mold cost. However, it is time-consuming and labor-intensive to produce, requiring more labor and time costs, and the product scrap rate is high.
Compound Mold:
A mold with only one station, which completes two or more stamping processes at the same station in one stroke of the press.
Progressive Die (also called Continuous Die):
In the direction of blank feeding, there are two or more stations. In one stroke of the press, two or more stamping processes are completed successively at different stations. This kind of mold is difficult to maintain and requires experienced fitters to operate, but it is very efficient in production. If the punching speed is fast, thousands of products can be produced in an hour, saving labor and time costs, and the product scrap rate is low.
Transfer Die:
It combines the characteristics of single-process die and progressive die, and uses the manipulator transfer system to realize the rapid transfer of products in the mold, which can greatly improve the production efficiency of the product, reduce the production cost of the product, save material costs, and have stable and reliable quality.
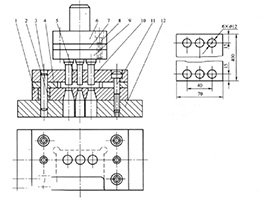
Composition of Metal Stamping Die:
Stamping die is generally assembled from several templates and parts (we call them blocks or inserts) and standard parts.
The general stamping die structure, the specific templates from top to bottom are:
The templates of the upper die are:
The upper support plate, upper pad, upper die seat, upper pad, upper clamp stop plate, stripper plate;
The templates of the lower die are:
The lower template, lower pad, lower die seat, lower pad, lower support plate;
Other less commonly used templates:
The upper cover plate, knockout plate, upper template, lower stripper plate, lower stop plate, lower clamp, male mold, female mold, etc.;
Some mold parts are:
The insert and block of the upper die: clamp block, stripper block, punch, etc.;
The insert and block of the lower die: lower die block, lower die blade, etc.;
Standard parts: springs, hexagonal screws, set screws, wire springs, equal height sleeves, guide pillars, guide sleeves, equal height sleeve gaskets, dual-purpose pins, ejector pins, etc.;
Non-standard parts: external positioning, internal positioning, pitch positioning, external limit column, internal limit column, etc.;
Production of Metal Stamping Dies:
Mold Design:
According to the stamping part drawings and production process requirements, the 3D and 2D drawings of the mold are drawn through CAD software. At the same time, factors such as the structure, material, and processing technology of the mold need to be considered.
Material Preparation:
Select suitable materials such as carbon tool steel, alloy tool steel, etc. according to the design requirements of the mold. And heat treat it to obtain the required mechanical properties.
Mold Manufacturing:
Cut and weld the prepared materials to make the basic structure of the mold. Then use CNC machine tools or grinders to perform fine processing to ensure that the dimensional accuracy, shape accuracy and surface roughness of the mold meet the design requirements.
Mold Assembly:
Assemble the various parts into a complete mold and make necessary adjustments. For example, adjust the punching gap of the punching die, adjust the bending radius of the bending die, etc.
Mold Test Punching:
Before the formal production, the mold needs to be tested to check whether its working performance meets the expected effect. If there is a problem, it needs to be debugged and corrected.
Formal Production:
The mold that has passed the test punching and debugging can be put into formal production. During the production process, the mold needs to be regularly inspected and maintained to ensure its normal operation.
Choose a Metal Stamping Service Provider That Is More Suitable For You:
Choosing the right metal stamping service provider is a crucial step in the manufacturing process. As an engineer with many years of experience, I hope to help you find a better stamping partner by sharing some key considerations.
Technical Capabilities And Equipment
First of all, an excellent stamping service provider needs to have advanced stamping equipment and technical capabilities. This directly affects the processing accuracy, production efficiency and consistency of the product. Different metal materials and product shapes have different requirements for stamping equipment, so when choosing a service provider, you should consider whether it has a variety of equipment to meet the needs of different products, such as mechanical punching, hydraulic punching, high-speed punching, etc.
For example: If your product requires the use of high-strength materials, hydraulic punching may be a better choice, while for small, precision parts, high-speed punching can provide better results.
Production Scale And Delivery Capabilities
Production scale and delivery capabilities are key factors affecting delivery cycles and order flexibility. You need to ensure that the service provider's capacity can match your needs, especially when your order volume is large or fast delivery is required. Whether the service provider can complete the order within the specified time is crucial.
For example: If you need 50,000 parts per month, a small-scale factory that can only produce 20,000 parts per month will obviously not be able to meet the demand. When choosing, you should ask the factory's maximum production capacity and evaluate its on-time delivery record.
Material and Mold Experience
The characteristics of the material determine the technical requirements required in the stamping process. Different metals (such as aluminum, steel, stainless steel, copper, etc.) have different processing difficulties and stamping requirements. Therefore, it is very important to choose a service provider with rich material processing experience. In addition, mold manufacturing and maintenance experience are also important factors to consider, because the quality and maintenance level of the mold will directly affect the accuracy and life of the final product.
Example: For the stamping of aluminum, because its hardness is different from that of steel, the process needs to be adjusted to avoid surface scratches or deformation during processing. At this time, an experienced service provider can provide a more reliable solution based on the material characteristics.
Quality Control System
A good metal stamping service provider must have a strict quality control system to ensure that each product meets the customer's specifications. Common quality control measures include dimensional inspection, surface treatment inspection, and consistency testing of stamped parts. It is best to choose a manufacturer with a quality management system certification such as ISO 9001 to ensure the stability of its product quality.
Example: Some high-precision parts, such as automotive parts or aviation parts, have extremely high quality requirements, and any slight dimensional deviation may affect their performance. Therefore, it is critical to choose a manufacturer with a comprehensive quality inspection process.
Price and Cost-effectiveness
Although price is an important consideration, it is not the only determining factor. Choosing a service provider that is too cheap may result in substandard product quality or increase maintenance costs in the later stage. Therefore, it is recommended that when evaluating the price, the service provider's production efficiency, material loss control, and whether it can provide high-quality products while maintaining a reasonable cost should also be considered.
Example: If a quote is significantly lower than the market average price, it may mean that the service provider has compromised on materials or processes. In the long run, such a choice often brings additional costs.
Communication and Service
Smooth communication is the key to ensuring the success of a project. A suitable stamping service provider must not only have technical capabilities, but also be able to maintain good communication with customers, provide timely feedback on production progress, and solve problems. In addition, the service provider's technical support capabilities are also an important consideration, especially during the design stage of the project and the mold development process. Whether the technicians can provide effective suggestions directly affects the success rate of the project.
Example: If the service provider can make optimization suggestions during the mold design stage, it may reduce problems in later production and improve the overall cost performance of the product.
Case Experience And Industry Reputation
Finally, referring to the service provider's past cases and customer reviews is also an important basis for decision-making. Experienced service providers usually have successful cases in multiple industries. They can adjust the process flow according to the requirements of different industries and provide the best solutions.
Example: If you are a customer in the automotive industry, choosing a stamping service provider that has cooperated with well-known automobile manufacturers can provide you with more reliable production guarantees.
By comprehensively considering the above points, you can better choose a metal stamping service provider that suits you, thereby ensuring product quality and production efficiency. This will not only help you reduce costs, but also improve the market competitiveness of your products. If you have any questions, please feel free to contact us. We are willing to provide professional technical support and suggestions for your project.
Article Navigation
Others You Might Want to Know
Article Navigation
Industries
Foundries
