Sheet metal welding is an important manufacturing process in metal processing. It firmly connects metal parts together by heating or pressurizing.

HULK Metal Has Rich Experienced in Sheet Metal Fabrication Service
Take You to Understand Sheet Metal Welding Fully
-
Home>
-
Blog>
-
Technology>
Comprehensive Understanding of Sheet Metal Welding
30
2024.09
 Sheet metal welding is an important manufacturing process in metal processing. It firmly connects metal parts together by heating or pressurizing. Welding is widely used in many fields such as sheet metal processing, machinery manufacturing, and construction engineering. It is an indispensable technology in the manufacturing industry.
Sheet metal welding is an important manufacturing process in metal processing. It firmly connects metal parts together by heating or pressurizing. Welding is widely used in many fields such as sheet metal processing, machinery manufacturing, and construction engineering. It is an indispensable technology in the manufacturing industry.
Welding Classification Table:
Welding type | Electrical energy | Chemical energy | Mechanical energy | Light energy |
Fusion welding | Electric arc welding Electron beam welding | Gas welding | Laser welding | |
Pressure welding | Resistance welding: Resistance spot welding Projection welding Joint welding Resistance butt welding Flash welding | Explosion welding | Normal temperature crimping Friction crimping Friction stir welding Ultrasonic crimping Diffusion bonding | |
Braze welding | Induction heating welding (soft soldering) | Torch brazing (flame brazing) | Beam brazing Laser brazing |
Advantages and Disadvantages of Welding:
Advantages:
High-strength Connection: The strength of the joint formed after welding can be close to or equal to the parent material itself.
Good Sealing: Suitable for making products that require high air tightness and liquid tightness, such as containers, pipes, etc.
Strong Flexibility: Suitable for workpieces of various materials and complex shapes.
High Degree of Automation: Modern welding technology has been automated, which improves production efficiency.
Disadvantages:
High Energy Consumption: The welding process usually requires a lot of heat or electricity.
Thermal Deformation and Stress: During the heating and cooling process, weldments are prone to deformation and residual stress, which affects dimensional accuracy.
Complex Operation: Some welding processes require professional operating skills and equipment.
Weld Quality is not Easy to Guarantee: Welding defects such as cracks and pores may reduce welding strength.
Application of Welding:
Sheet metal welding is widely used in automobile manufacturing, aerospace, shipbuilding, building structures, metal containers, electrical housings and other fields. Welding can be found in almost all industries that require metal parts to be connected.
Type of Welding According to the Degree of Automation:
According to the automation level of equipment during the welding process, welding can be divided into manual welding, semi-automatic welding and fully automated welding.
Manual Welding:

Manual welding is performed by the operator directly controlling the welding equipment, which is highly flexible and suitable for small batch and diversified welding operations. However, the technical requirements for operators are high and the work intensity is high.
Semi-automatic Welding:

Semi-automatic welding is carried out under certain program control, and the welding equipment can achieve partial automation, such as automatic wire feeding of arc welding machines, but still requires manual assistance. This method takes into account both automation and manual flexibility.
Fully Automated Welding:

Fully automated welding is completely operated by welding robots or automated equipment, without manual intervention. Its advantages are high precision, high efficiency, stable quality, and suitable for large-scale production operations.
Type of Welding According to the Fusion Method of Welding Materials and Parts:
According to the heating and melting method of materials during welding, welding can be divided into fusion welding, pressure welding and brazing.
Fusion Welding:
Fusion welding is to melt the welded joint by heating, solidify it during cooling to form a joint, and no external pressure is required.
Gas Welding (Flame Welding)

Oxy-Fuel Welding (OFW) is a process that generates a high-temperature flame by burning oxygen and combustible gases (such as acetylene, hydrogen, propane, etc.), and heats the metal to a molten state before welding. Gas welding is a highly flexible welding method with simple equipment. It is widely used in the field of metal processing, especially for welding thin plates and small workpieces.
The core equipment of gas welding includes welding torches, gas cylinders, pressure regulating valves, hoses and welding materials. During the welding process, the temperature and properties of the flame are controlled by adjusting the ratio of oxygen and fuel gas to meet the welding needs of different metals.
Common Flame Types of Gas Welding:
Carburizing Flame (lack of oxygen): used for welding low-carbon steel, copper and alloys.
Neutral Flame (proper ratio of oxygen and gas): suitable for most metals, such as aluminum, copper, low carbon steel, etc.
Oxidizing Flame (too much oxygen): used for welding brass and bronze.
Advantages and Disadvantages:
Advantages:
Simple Equipment and Low Cost: Gas welding equipment has a simple structure, is easy to carry, and is suitable for outdoor and powerless environments.
Flexible Operation: Due to the flexible gas welding process, it is convenient to weld and repair complex structural parts.
Applicable to a Bariety of Materials: Gas welding is suitable for welding a variety of metal materials, especially non-ferrous metals such as copper and aluminum.
Easy Flame Control: By adjusting the ratio of oxygen and gas, the characteristics of the flame can be adjusted to meet the welding requirements of different materials.
Can be Used for Cutting, Heating and Brazing: In addition to welding, gas welding can also perform metal cutting and heating treatment. It is a multifunctional processing method.
Disadvantages:
Slow welding Speed: Compared with other welding processes such as arc welding, gas welding has a slower welding speed and lower production efficiency.
Affected by the Environment: The gas welding process is easily affected by external environmental factors, such as wind and humidity, which will affect the welding quality.
Flame Temperature is not High Enough: The flame temperature of gas welding is generally lower than that of arc welding, which limits its application on some high melting point metals.
Large Heat Affected Zone: Due to the wide distribution of flame temperature, it is easy to cause a large heat affected zone, resulting in deformation of welded parts.
Not Suitable for Thick Plate Materials: Gas welding is difficult to effectively weld thicker metal plates, especially when higher strength welding is required.
Application:
Welding of Thin Plates:
Gas welding has obvious advantages when welding thin plates with smaller thickness, and is often used in occasions such as automobile repair and metal product repair. It can weld materials such as stainless steel, low carbon steel, copper and aluminum, and is particularly suitable for the processing of pipes and small parts.
Welding of non-ferrous Metals:
Gas welding has better welding effects on non-ferrous metals such as copper, aluminum, and magnesium. Since the flame temperature can be better controlled by adjustment, metal oxidation and overheating of the molten pool can be effectively avoided.
Brazing and Brazing:
Gas welding is widely used in brazing and brazing, especially in the fields of air conditioning pipes and copper pipe joints. By using low melting point brazing filler metals, gas welding can achieve the connection of dissimilar metals.
Metal Cutting and Heating:
Gas welding equipment can also achieve metal cutting and heating by replacing the welding torch, which is used for dismantling old metal structures, partial repair of metal molds and other scenarios.
Field Construction:
Since gas welding equipment can work without power supply, it is particularly suitable for field construction and repair work in power-free environments, such as engineering machinery and equipment, pipeline construction, etc.
Process Steps of Gas Welding:
Prepare Equipment: Connect oxygen and gas bottles to the welding torch, check the safety of the connection, and ensure that the hose is leak-free.
Ignition Adjustment: Adjust the flow of oxygen and gas through the welding torch, ignite the flame, and adjust to the required flame type (neutral flame, carburizing flame or oxidizing flame).
Preheat the Weldment: Before welding, use the welding torch flame to preheat the weldment, especially for thick plates or high melting point materials, preheating can reduce welding defects.
Start Welding: When the weldment reaches a suitable temperature, move the welding torch for welding. Keep the appropriate distance between the welding torch and the workpiece, and adjust the flame intensity according to the material type and thickness.
Cooling and Inspection: After welding, the weldment is slowly cooled to avoid cracking or deformation caused by too fast cooling. Finally, the quality of the weld is checked to confirm that there are no defects.
Arc Welding
Arc welding is a welding method that melts the welding material and connects the metals through the heat of the arc. The arc is a high-temperature arc generated by the passage of current through a gas medium or an ionized medium, which heats the metal to a molten state to form a welded joint. Arc welding is widely used and is suitable for welding a variety of metal materials and structures.
Arc welding can be divided into a variety of specific processes, such as manual arc welding (SMAW), submerged arc welding (SAW), gas shielded arc welding (GMAW/MIG, FCAW, TIG), etc., according to the type of arc, welding materials and welding methods used.
Advantages and Disadvantages:
Advantages:
Wide Range of Application: Arc welding is suitable for a variety of metal materials, including carbon steel, alloy steel, stainless steel, aluminum and its alloys, etc.
Flexible Operation: Arc welding equipment can be operated manually, or semi-automated and fully automated to meet different welding needs.
Fast Welding Speed: Compared with gas welding, arc welding has faster welding speed and higher production efficiency.
High Welding Quality: Arc welding joints have high strength and are particularly suitable for structural welding.
Good Economic Efficiency: Arc welding equipment has relatively low cost, less material consumption, and reasonable operating costs.
Disadvantages:
High Requirements for Operating Technology: Manual arc welding requires operators to have high welding technology and experience to ensure welding quality.
Large Heat-affected Zone: A large heat-affected zone will be generated during arc welding, which may easily cause deformation of welded parts or stress concentration.
Certain Requirements for Welding Environment: Arc welding has requirements for the cleanliness and ventilation of the working environment, especially when performing gas shielded welding, which is sensitive to the airflow environment.
Welding Smoke and Light Radiation: A large amount of smoke and ultraviolet light radiation are generated during arc welding, which is potentially harmful to the health and safety of operators.
Types of Arc Welding:
Manual Metal Arc Welding (SMAW)

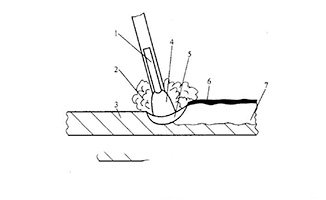
Manual metal arc welding (Shielded Metal Arc Welding, SMAW), also known as arc welding, is one of the most common arc welding methods. During welding, the arc generated between the electrode and the workpiece is used to melt the electrode and the base metal. The slag on the surface of the electrode forms gas after melting, which plays a role in protecting the molten pool.
Advantages and Disadvantages:
Advantages:
Simple equipment and low cost.
Welding can be carried out outdoors and in the field, with strong adaptability.
Suitable for a variety of welding positions, such as vertical welding, horizontal welding, etc.
Disadvantages:
Welding speed is slow and production efficiency is low.
The operation technology requirements are high and skilled welders are required.
Slag cleaning is troublesome.
Application:
Manual arc welding is widely used in steel structures, pipelines, ships and other fields, especially for small and repair welding work.
Submerged Arc Welding (SAW)

Submerged Arc Welding (SAW) is an automatic welding method. During welding, the arc burns under the flux layer, and the welding wire is melted and filled into the weld by automatic wire feeding. The flux layer provides protection, so that there is no open arc in the welding process.
Advantages and Disadvantages:
Advantages:
High welding efficiency, suitable for large-scale production.
The welding quality is stable and the weld strength is high.
No welding smoke and strong light radiation, the working environment is good.
Disadvantages:
Only applicable to horizontal welding, with great limitations.
The equipment is complex and the cost is high.
Application:
Submerged arc welding is mainly used for welding large workpieces, such as boilers, pressure vessels, shipbuilding and pipelines.
Gas Shielded Arc Welding (GMAW/MIG, FCAW)
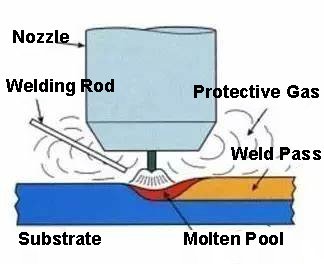
Gas shielded arc welding (GMAW), also known as MIG welding (Metal Inert Gas Welding), is a welding process that uses gas (such as argon, carbon dioxide, etc.) as a protective medium. During welding, the welding wire is continuously fed into the molten pool through an automatic wire feeding device, and the arc burns in the environment of protective gas to protect the molten pool from the influence of oxygen and nitrogen in the air.
FCAW (Flux-Cored Arc Welding) is a process similar to MIG, the difference is that the welding wire contains a flux core and does not require external gas protection.
Advantages and Disadvantages:
Advantages:
Fast welding speed and high efficiency.
The welding quality is stable and the penetration depth is large.
Suitable for a variety of materials and welding positions.
Disadvantages:
It is sensitive to wind and air flow and needs to be operated indoors or in an environment with airflow protection.
The equipment cost is relatively high.
Application:
It is widely used in automobile manufacturing, aerospace, machinery manufacturing and other fields, and is suitable for welding thin plates and medium and thick plates.
TIG Welding

TIG welding (TIG) is a high-quality arc welding process that generates an arc through a non-melting tungsten electrode and uses inert gases such as argon to protect the molten pool and arc from air pollution.
Advantages and Disadvantages:
Advantages:
High welding quality, beautiful welds, suitable for thin plate welding.
No spatter, no slag, and clean welding process.
Suitable for a variety of materials, including non-ferrous metals and corrosion-resistant materials.
Disadvantages:
Slow welding speed and low efficiency.
High technical requirements for operators.
The equipment cost is relatively high.
Application:
Argon arc welding is widely used for welding stainless steel, aluminum, magnesium and other non-ferrous metals, and is often used in aerospace, precision equipment manufacturing and other industries.
Plasma Arc Welding (PAW)

Plasma Arc Welding (PAW) is a welding method that uses compressed arc technology. The plasma arc has high temperature and concentrated energy. The plasma gas flow stabilizes the arc and welds.
Advantages and Disadvantages:
Advantages:
Energy concentration, small heat-affected zone, suitable for precision welding.
Welding speed is fast and weld quality is high.
Welding process is stable and controllable.
Disadvantages:
The equipment is complex and the cost is high.
The operation is difficult and the technical requirements are high.
Application:
It is mainly used in high-demand welding fields, such as aerospace, medical equipment, and precision instrument manufacturing.
Arc Welding Process:
Preparation: Check whether the arc welding equipment, welding materials (welding wire, welding rod), welding current, shielding gas, etc. are in normal condition.
Welding Parameter Setting: Set appropriate welding current, voltage, welding speed and other parameters according to the material, thickness and process requirements of the welded parts.
Arc Ignition: Start the arc and start welding by manual or automatic ignition. Keep the appropriate distance between the electrode or welding wire and the workpiece.
Control the Molten Pool: During the welding process, the operator needs to control the position of the arc and the movement speed of the welding gun to maintain the uniformity of the molten pool.
Weld Seam Forming: After welding is completed, check the appearance quality of the weld and clean it up if necessary (such as removing slag and weld nodules).
Weld Seam Inspection: Perform non-destructive inspection on the weld to ensure that there are no defects inside the weld and the welding strength meets the requirements.
Laser Welding

Laser welding (LW) is a welding process that uses a focused high-energy laser beam as a heat source. Laser welding uses the high energy density of laser to melt metal and form welded joints. It has fast welding speed and high precision. It is suitable for thin plates, high-demand precision welding and automated welding production lines. Laser welding is often used where the material thickness is small or where traditional welding methods are difficult to use.
The core equipment of laser welding is the laser generator, which generates and focuses a laser beam to provide a high-intensity heat source to melt the welding material. Commonly used lasers include CO₂ lasers, fiber lasers and solid-state lasers.
Advantages and Disadvantages:
Advantage:
High Precision: Laser welding has extremely high energy density and can accurately process very small welding areas. The welds are small and beautiful in appearance.
Fast Welding Speed: Laser welding is extremely fast and has high production efficiency. It is especially suitable for automated assembly line operations and significantly improves production efficiency.
Small Heat-affected Zone: Due to the concentrated energy of laser welding, the heat-affected zone of the workpiece is very small, and the deformation during the welding process is small, which is suitable for high-precision welding tasks.
Applicable to a Variety of Materials: Laser welding is suitable for a variety of metal materials, including stainless steel, carbon steel, aluminum, titanium and their alloy materials, and can even weld dissimilar materials.
Non-contact Welding: Laser welding is a non-contact welding method. The welding process is not limited by electrode consumption and is suitable for complex shapes and tiny parts that are difficult to access.
Easy to Automate: The laser welding process is easy to combine with robots to achieve fully automated production, especially suitable for batch manufacturing.
Shortcoming:
High Equipment Cost: Laser welding equipment is relatively expensive, requiring high initial investment from the company, and maintenance costs are also relatively high.
High Requirements for Workpiece Assembly Accuracy: Laser welding requires high assembly accuracy of welded parts, and the weld gap needs to be strictly controlled, otherwise it will easily affect the welding quality.
Material Thickness is Limited: Laser welding is mainly used for welding thin plates. For welding thicker materials, laser welding is prone to insufficient penetration.
Protective Measures are Required: The high energy and strong light radiation of laser welding have certain potential hazards to operators, and corresponding protective measures need to be taken.
Application:
Automobile Manufacturing
Laser welding is widely used in automobile manufacturing, such as tailor welding of body sheets and parts welding. Its efficient, high-quality welding capabilities significantly improve production efficiency and reduce vehicle body weight.
Aerospace
Laser welding is used in the manufacturing of aircraft and spacecraft parts, especially in situations where high welding precision and special materials (such as titanium alloys and aluminum alloys) are required. Laser welding has become the best choice due to its unique advantages.
Electronic and Electrical Equipment
In the electronics industry, laser welding is often used to weld micro-components and electrical components, such as mobile phone casings, battery packages, micro-sensors, etc. Due to its fine welds and small thermal impact, it is particularly suitable for precision processing of small electronic components.
Medical Device
Laser welding is also widely used in the manufacturing of medical equipment, especially equipment requiring high precision, such as pacemakers, surgical instruments, stainless steel pipe fittings, etc. Laser welds are clean and precise, helping to meet the sterility and precision requirements of the medical industry.
Photovoltaic and Battery Manufacturing
Laser welding is widely used in the manufacturing of photovoltaic modules, batteries and energy equipment, especially the packaging and connection of lithium batteries. Laser welding technology can ensure product stability and welding consistency.
Jewelry and Jewelry Processing
Laser welding technology can weld fine metal structures, so it is also used in jewelry processing and watch manufacturing. Laser welding can ensure that the welding points of jewelry are beautiful and have no obvious welds.
Laser Welding Process Flow:
Material Preparation: Clean the welding materials to ensure that the welding surface is free of oil, scale and impurities. The assembly of materials needs to be precise to avoid large gaps during welding.
Laser Settings: According to the type, thickness and process requirements of the material, set appropriate laser power, pulse frequency, spot size, welding speed and other parameters to ensure welding stability.
Positioning and Clamping: Use clamps to fix the workpiece, and use automated systems (such as industrial robots or CNC equipment) to accurately position the welding position to ensure weld consistency.
Laser Welding: The laser beam is focused on the welding point, melting the metal and forming a weld through high energy density laser. During this process, the laser remains non-contact with the workpiece, and the material around the weld is less affected by the heat.
Quality Inspection: After welding is completed, perform quality inspection on the weld, including weld appearance, penetration depth and internal structure. Commonly used detection methods include X-ray detection, ultrasonic detection and microstructural analysis.
Post-processing: If necessary, the weld can be subjected to subsequent processing, such as polishing, trimming or coating, to ensure that the weld surface is beautiful and smooth.
Types of Laser Welding:
Heat Conduction Welding
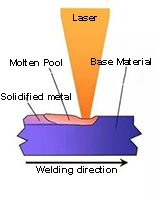
Thermal conduction welding is the most common method of laser welding. The laser energy is transferred to the material through heat conduction, and the surface of the material is heated and melted to form a weld. The penetration depth of this welding method is shallow, suitable for welding thin materials, the weld seam is beautiful, and no polishing is required after welding.
Deep Penetration Welding
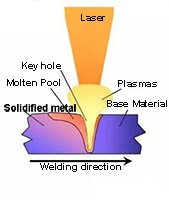
Deep penetration welding is a high-energy laser beam that directly vaporizes materials, creating a phenomenon called the "pinhole effect." The pinholes move with the laser beam and are continuously filled with molten metal, forming a deep and narrow weld. Deep penetration welding is suitable for welding thick plate materials. The welding strength is higher, but when the penetration is deeper, the appearance of the weld may be poor.
Hybrid Welding
Hybrid welding is a composite process that combines laser welding with other welding processes such as arc welding. Hybrid welding has the advantages of high speed of laser welding and high penetration of arc welding, and is often used for welding structural parts that require deep penetration and high welding strength.
Pressure Welding:
Pressure welding is a welding method that uses external pressure to cause plastic deformation or partial melting of welded parts to form a strong joint. During the pressure welding process, the contact surface of the welded parts is deformed or melted and combined by pressure, and usually no filler material or heat source is required.
Pressure welding processes are mainly divided into two categories: cold pressure welding and hot pressure welding, which are suitable for different materials and process requirements. Widely used in electrical, electronic, aerospace, automobile manufacturing and other industrial fields.
Advantages and Disadvantages
Advantages
No Welding Materials are Required: Most pressure welding processes do not require the addition of filler materials, which simplifies the process flow and reduces costs.
Small Heat Effect: Especially for cold pressure welding, the heat affected area is very small, which effectively avoids changes in material properties and the generation of thermal stress.
Suitable for Dissimilar Materials: Pressure welding can easily achieve connections between different materials, especially for the welding of dissimilar metals.
High Efficiency and Environmental Protection: The pressure welding process does not produce pollutants such as welding slag and smoke, and is suitable for clean production.
High Welding Quality: Since the welding area is evenly pressurized, the strength and stability of the welded joint are high.
Disadvantages
High Equipment Cost: Since the pressure welding process requires a large amount of pressure, the equipment investment is high and it is suitable for mass production.
Strict Material Requirements: Pressure welding has high requirements on the surface state of the welding material, and a very smooth and oxide-free contact surface is required to ensure a good welding effect.
Not Suitable for Thick Parts Welding: Pressure welding is generally suitable for the welding of thin plates or small workpieces, and is not effective for thicker materials.
Application
Automobile Manufacturing
Pressure welding is widely used in the automotive manufacturing industry for the connection of body structural parts, such as doors, roofs, and bottoms. Due to its fast speed and high quality, it is suitable for large-scale automobile production lines.
Home Appliance Industry
In home appliances, pressure welding is used to manufacture the connection of components such as electrical housings and metal brackets. Pressure welding can form a strong joint to ensure the stability and safety of home appliances.
Electronic Components
Pressure welding is used to connect electronic components such as connectors, switches, sensors, etc. Since the pressure welding process has little effect on heat, it is suitable for use in temperature-sensitive electronic equipment.
Metal Products
In the manufacture of metal products, pressure welding is used to produce metal furniture, appliances, tools, etc. Due to its fast welding speed, it is suitable for mass production.
Rail Transit
The application of pressure welding technology in the field of rail transit is gradually increasing. It is used for welding rails and wheels to ensure the stability and safety of the rails.
Classification of Pressure Welding:
Cold Pressure Welding
Cold pressure welding is a welding method that causes the contact surface of the weld to plastically deform and bond under room temperature conditions by applying pressure. It is commonly used for welding soft metals such as copper and aluminum.
Features:
No heat source or welding material is required.
Suitable for temperature-sensitive materials.
Mainly used for metals with good plasticity such as copper and aluminum.
Application:
Cold pressure welding is widely used for connections in occasions such as cables and wire joints, especially in aerospace and microelectronic components.
Hot Pressure Welding
Hot pressure welding forms a welded joint by applying pressure and heat source (such as resistance heating, laser heating, etc.) to soften or melt the contact surface of the weld. Hot pressure welding is suitable for welding metals with poor plasticity or thicker materials.
Features:
Combines heating and pressurization, and has a wide range of applications.
Can weld high-strength materials and dissimilar metals.
Can be used for welding thicker materials.
Application:
Hot pressure welding is used for large-scale industrial production, such as welding of structural parts, steel pipes and aluminum alloy products in the automotive industry.
Ultrasonic Pressure Welding
Ultrasonic pressure welding is a welding method that combines ultrasonic vibration with pressure. During the welding process, ultrasonic vibration causes friction heat to be generated at the contact interface and combined. This process is particularly suitable for welding precision metal parts and electronic devices.
Features:
The welding temperature is low, suitable for precision electronic components.
It is suitable for welding dissimilar materials, especially metal and plastic.
The welding speed is fast and the equipment is easy to control automatically.
Application:
Ultrasonic pressure welding is used for the connection of metal and non-metal in the microelectronics industry, solar cells, lithium battery connections, and the aerospace industry.
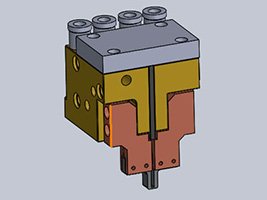
Resistance Welding
Resistance welding is a process that uses the resistance heat generated when current passes through the workpiece and the pressure applied to make the workpiece partially melt or plastically deform to achieve welding. Resistance welding does not require filler materials and relies on the resistance heat generated by the contact surface to complete the welding.
Resistance welding technology is widely used in automobile manufacturing, electronic products, metal products and other fields. Due to its high efficiency, low cost and high degree of automation, it has become a common welding technology in mass production.
Basic Principle of Resistance Welding
The welding principle of resistance welding is based on the resistance heat generated when current passes through the contact surface of the weldment. During the welding process, pressure is applied through the electrode to fix the workpiece to be welded and to pressurize its contact surface. When the current passes through the contact surface, due to the existence of contact resistance, high temperature is generated, causing the metal to melt or soften locally, and welding is completed under the applied pressure.
The key elements of resistance welding include current intensity, applied pressure, welding time and resistivity of welding materials.
Advantages and Disadvantages of Resistance Welding
Advantages
High welding efficiency: Resistance welding has a very fast welding speed, usually completing welding within a few milliseconds to a few seconds, which is suitable for large-scale industrial production.
No filler material is required: Resistance welding relies on the resistance heat of the workpiece itself, and no additional welding materials are required, which reduces production costs.
Suitable for automated production: The resistance welding process is easy to automate and can be integrated with the production line to improve production efficiency.
Stable welding quality: Resistance welding is precisely controlled and can achieve highly consistent welding quality.
Environmental protection: No harmful substances such as welding slag and smoke are generated during the welding process, which meets environmental protection requirements.
Disadvantages
High equipment cost: Resistance welding equipment is relatively complex, with a high initial investment, which is suitable for mass production.
Limited material thickness: Resistance welding is mainly used for thin plate welding, suitable for materials of 1-3mm, and has limited effect when welding thicker materials.
High contact surface requirements: The surface of the welded parts must be clean, free of oxides and impurities, otherwise it will affect the welding quality.
Heat-affected zone: Although the heat-affected zone is small, it may still cause certain thermal deformation to the material, especially in the welding of precision parts.
Application Areas of Resistance Welding
Automotive Industry
Resistance welding is widely used in automobile manufacturing for welding thin plate parts such as body frames, doors, and roofs. Resistance spot welding is the mainstream technology for automobile body manufacturing, with high welding quality and can meet the needs of mass production.
Electronic and Electrical Industries
In the electronics industry, resistance welding is often used for welding integrated circuits, connectors, and wires. In electrical equipment, resistance welding is usually used to connect metal parts such as copper and aluminum.
Home Appliance Manufacturing
Resistance welding technology is also widely used in the welding of metal casings, brackets and other parts of home appliances, such as refrigerators, washing machines, microwave ovens, etc. Resistance welding can quickly and efficiently connect various metal parts to ensure the strength and stability of the product.
Metal Products Industry
Resistance welding is also often used in the manufacturing process of metal products such as metal furniture and metal containers to ensure the structural stability and strength of the products.
Classification of Resistance Welding
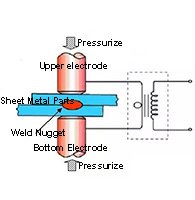
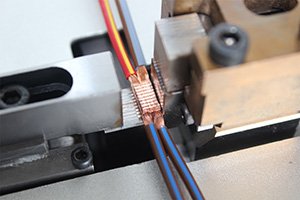
Spot Welding
Resistance spot welding is the most common form of resistance welding. It clamps the welded parts by two electrodes and applies pressure and current locally to melt the welded parts to form welded spots. Spot welding is usually used to connect thin metal plates. It has a fast welding speed and is suitable for mass production.
Features:
Short welding time and high efficiency.
Suitable for automated production lines.
The quality of welded spots is uniform and suitable for thin plate welding.
Applications:
Automobile bodies, home appliance housings, electronic component connections, etc.
Seam Welding
Seam welding is an extension of spot welding. Pressure and current are applied by a pair of rolling electrodes to form a continuous weld on the welded parts. Seam welding is suitable for welding that requires sealing, such as welding of metal cans and containers.
Features:
It can form a continuous weld and is suitable for products with high sealing requirements.
The welding speed is fast and suitable for long seam welding.
Applications:
Oil tanks, metal containers, metal pipes, etc.
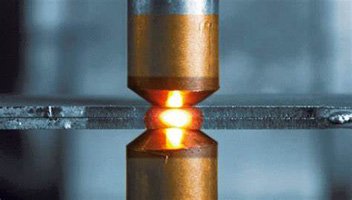
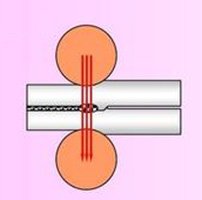
Butt Welding
Resistance butt welding is done by aligning the end faces of the two workpieces, and then generating resistance heat and bonding the contact surfaces of the workpieces under the action of current and pressure. Butt welding is suitable for metal materials with larger cross-sections.
Features:
Suitable for butt jointing of metal rods, pipes and other workpieces.
The welding quality is stable and the joint strength is high.
Application:
Connection of metal rods, pipes and cables.
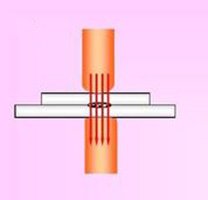
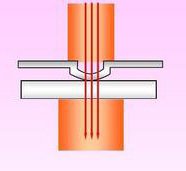
Projection Welding
Projection welding is to pre-set convex points on the contact surface of the welded parts so that the current is concentrated on these points to generate heat to complete the welding. Projection welding is mainly used for welding parts with raised structures such as nuts and bolts.
Features:
Heat is concentrated and the welding speed is fast.
Applicable to workpieces with raised structures.
Application:
Metal connections such as automotive parts, nuts and bolts.
Process Flow of Resistance Welding
Material Preparation: Ensure that the surface of the welded parts is clean and free of oil, oxides or other impurities.
Equipment Setting: Adjust the current, pressure, welding time and other parameters of the resistance welding machine according to the welding materials and requirements.
Welding Process: clamp the parts to be welded between electrodes, apply pressure and power on, so that the contact surface generates resistance heat, and the weld joint is formed after reaching the melting temperature.
Cooling and Releasing Pressure: after welding is completed, gradually release the pressure, and the weld point is cooled and fixed.
Quality Inspection: perform quality inspection on welded parts, such as tensile test, appearance inspection, etc., to ensure welding strength and stability.
Friction Welding
Friction welding (FW) is a solid-state welding process. The heat generated by friction heats the welding material to a plastic state, and then the two contact surfaces are fused together by applying pressure to form a solid welded joint. Friction welding uses the process of converting mechanical energy into thermal energy. The material does not melt during welding, so it is also called the "solid-state welding" process. Common friction welding methods include rotary friction welding, linear friction welding and stir friction welding.
Since no external filling material or shielding gas is required during friction welding, the welding quality is stable and the joint strength is high, which is particularly suitable for welding different materials.
Advantages and Disadvantages:
Advantages:
No Melting Process: Friction welding is a welding process completed in the solid state. The material will not melt during the welding process, so many defects that may occur in the fusion welding process, such as pores and cracks, are avoided.
High Welding Quality: Friction welding joints have extremely high strength and good fatigue resistance, and are particularly suitable for structural welding requiring high strength and durability.
Energy Saving and Environmental Protection: Friction welding does not require filling materials and protective gas, and the welding process does not produce harmful gases and smoke, which is environmentally friendly.
Welding of Dissimilar Materials: Friction welding can effectively weld dissimilar metal materials, such as steel and aluminum, titanium and aluminum, etc., solving the problem of dissimilar material joining that is difficult to achieve with traditional welding methods.
Small Welding Deformation: Due to the small heat input during friction welding, the heat-affected zone of the welded part is small, and the welding deformation is small, which is particularly suitable for high-precision welding.
Disadvantages:
Restrictions on Welding Shape: Friction welding is mainly suitable for welding symmetrical workpieces such as round, shaft, and pipe, and the welding of complex or asymmetric structural parts is more difficult.
High Equipment Cost: Friction welding equipment is usually more complex and expensive, with high initial investment requirements, and is suitable for large-scale industrial production.
High Precision Requirements: Equipment debugging, workpiece positioning, and pressure control during welding require high precision, otherwise it is easy to lead to a decline in welding quality.
Application:
Automobile Manufacturing
Friction welding is widely used in the automobile manufacturing industry, especially in the welding of key components such as drive shafts, half shafts, and piston rods. Its high efficiency and high strength welding characteristics enable automakers to effectively reduce part costs and improve production efficiency.
Aerospace
Friction welding technology is used in the aerospace field to weld lightweight and high-strength materials such as titanium alloys and aluminum alloys, especially in the manufacture of aircraft engines and structural parts. The low heat input and high welding strength of friction welding help improve the reliability and performance of aircraft.
Railway and Shipbuilding
Friction welding technology is widely used in welding processes in rail transportation and shipbuilding industries, such as the manufacture of key components such as train wheels and ship propellers. These structural parts have high requirements for strength and durability, and friction welding can provide excellent welding results.
Energy Industry
Friction welding is used in the manufacture of oil drilling, nuclear power and wind power equipment, welding high-stress components such as drill pipes and heat exchange tubes. The high strength and high reliability of friction welded joints are very suitable for the needs of the energy industry.
Military Industry and Defense
In the manufacture of military equipment, friction welding technology is used to manufacture key components such as missile casings, artillery parts, and armored vehicles. Friction welding can weld different metal combinations, such as steel and aluminum, titanium and nickel, etc., providing solutions for the lightweight and high strength of military products.
Types of Friction Welding:
Rotary Friction Welding (RFW)

Rotary friction welding is one of the most common friction welding methods. It generates enough heat to make the material reach a plastic state by rotating one workpiece and rubbing against the contact surface of another stationary workpiece, and then completes the welding by applying pressure.
Features:
Suitable for welding circular and shaft-like workpieces, such as gears and drive shafts.
The heating and pressurization process is rapid and the production efficiency is high.
The weld joint is of high quality and can weld different metal materials.
Application:
Rotary friction welding is widely used in the manufacture of shaft parts such as automobile drive shafts and railway wheel shafts.
Linear Friction Welding (LFW)
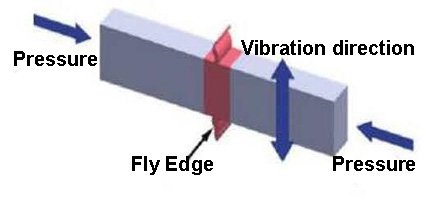
Linear friction welding makes two workpieces vibrate back and forth in parallel directions and generates friction heat. The material reaches a plastic state under pressure and then welds.
Features:
Suitable for welding rectangular or complex-shaped workpieces.
It can weld a variety of materials, especially dissimilar materials.
The operation is complicated and the equipment cost is high.
Application:
Linear friction welding is often used in the manufacture of large structural parts such as aerospace structural parts and aircraft blades.
Friction Stir Welding (FSW)
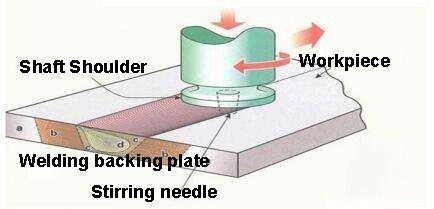
Friction Stir Welding (FSW) is an advanced solid-state welding process. The rotating stirring head is inserted into the joint of the workpiece and moves along the joint. The heat generated by friction softens the material and is mixed by the stirring head, eventually forming a welded joint.
Features:
The heat-affected zone is small, the welded joint has small deformation and high strength.
It is suitable for welding long straight welds, such as the splicing of light metals such as aluminum and magnesium.
It can weld thick and thin plates, and the welding process is stable.
Application:
Friction Stir Welding is widely used in aerospace, shipbuilding, rail transportation and other industries, and is particularly suitable for structural welding of light metals, such as rocket fuel tanks, hull components, etc.
Process Flow of Friction Welding:
Material Preparation: Ensure that the contact surface of the welded parts is smooth and clean, and perform necessary pretreatment according to welding requirements.
Friction Process: One workpiece rotates or vibrates at a set speed, contacts with another workpiece, generates heat through friction, and makes the material reach a plastic state.
Applying Pressure: When friction heats to a certain temperature, axial pressure is applied to firmly press the two workpieces together, and the materials at the weld fuse together in a plastic state.
Cooling and Solidification: After stopping friction, continue to maintain pressure and wait for the weld area to cool and solidify to form a welded joint.
Post-processing: After welding is completed, the weld can be mechanically processed as needed, such as turning or grinding, to remove excess material or weld surface defects.
Materials That Can be Welded:
It can be used for a variety of metal materials such as steel, aluminum alloy, copper and its alloys, especially suitable for welding dissimilar metals.
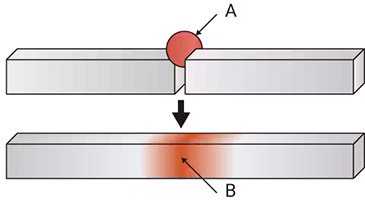
Brazing:

Brazing is a welding method that heats the solder to melt it and fill the joint gap, while the weldment itself does not melt. The melting point of the solder used in welding is lower than the melting point of the metal being welded, and the molten solder is filled into the joint gap by capillary action, thus forming a strong connection after cooling.
Brazing is generally divided into two categories: hard brazing and soft soldering. The temperature of hard brazing is higher, and the melting point of the solder used is usually higher than 450°C; the temperature of soft soldering is lower, and the solder with a melting point lower than 450°C is usually used. Brazing is widely used in industries such as electronics, pipelines, machinery, aerospace, and automobiles.
Advantages and Disadvantages of Brazing
Advantages
Suitable for Welding Dissimilar Materials: Brazing can connect different types of metal materials (such as copper and aluminum, steel and copper) together, and has high process flexibility.
Low Temperature Operation: The brazing temperature is much lower than that of fusion welding, so it can avoid melting of the base material and reduce thermal stress, which is particularly suitable for welding precision parts.
Beautiful Welding Quality: Brazed joints are usually very flat and smooth, and will not form rough welds like fusion welding, which is suitable for processes with high appearance requirements.
No Post-processing Required: Brazing usually does not produce welding slag or spatter, reducing the need for subsequent processing.
Disadvantages
Low Strength: Compared with fusion welding, brazed joints have lower strength and are difficult to withstand high loads.
High Joint Gap Requirements: Brazing relies on capillary action, and the gap control of the joint is strictly required. Too large or too small a gap will affect the welding quality.
Poor Heat Resistance: Brazed joints have poor high temperature resistance and are prone to failure in high temperature environments, limiting their application under certain extreme conditions.
Application Areas of Brazing
Electronics Industry
Brazing is widely used in the connection and packaging of electronic components and integrated circuits, especially soft soldering plays an important role in welding wires between circuit boards and components. Due to the low-temperature operating characteristics of brazing, it will not damage sensitive parts of electronic components.
Refrigeration and air-conditioning equipment
In refrigeration systems and air-conditioning systems, brazing is often used to connect copper pipes and aluminum pipes. Since brazing can achieve joints with good airtightness and watertightness, it is very suitable for use in these piping systems.
Aerospace
Brazing is used in the aerospace field to connect complex metal structures, especially in the welding between dissimilar materials (such as titanium alloy and stainless steel, aluminum and steel). Brazing has won wide application due to its low temperature operation and consistent welding quality.
Automobile Manufacturing
Brazing technology is used in automobile manufacturing to connect parts of different materials, such as aluminum radiators, air conditioning ducts, etc. The application of brazing technology improves the durability and production efficiency of automobile parts.
Metalworking and Tool Manufacturing
Brazing is widely used in the manufacturing process of carbide tools and drills. High-hardness materials (such as carbide) are firmly brazed on steel tool bodies or tools to form wear-resistant tool joints.
Hard Brazing
Hard Brazing is a welding process in which the filler metal is melted and then flows and fills it into the gap of the parts to be welded through capillary action to form a connection. The welding temperature of brazing is usually between 450°C and 1000°C. The melting point of the filler metal is lower than that of the base material, so the base material will not be melted. Brazing is widely used in joint welding with high strength and precision requirements, especially the connection between different materials.
Commonly used filler materials include copper-based, silver-based, aluminum-based, nickel-based brazing materials. Gas flame, induction heating or furnace heating are often used to achieve welding during the welding process.
Advantages and Disadvantages:
Advantages:
Suitable for Welding of Dissimilar Materials: Brazing can connect a variety of different metal materials together, such as stainless steel and copper, aluminum and steel, etc., solving the problem of dissimilar material joining that is difficult to achieve with traditional fusion welding methods.
The Parent Material Does not Melt: Since the parent material does not melt during the welding process, the original mechanical properties of the welded parts can be maintained, especially for some materials that are sensitive to heat.
High Welding Strength: The strength of the brazed joint can usually reach or approach the strength of the parent material, which is particularly suitable for high-strength, fatigue-resistant structural parts.
Beautiful Welding Quality: The brazed weld is flat and smooth, and the surface after welding does not require much subsequent treatment.
Wide Range of Applications: Brazing can be used for welding a variety of materials such as metals and ceramics, and can achieve high-quality connections on various complex shapes and thin-walled parts.
Disadvantages:
High Welding Temperature: Compared with soft soldering, the welding temperature of brazing is higher, which may have a certain thermal effect on the parent material and may cause the performance of some materials to deteriorate.
High Requirements for Workpiece Cleanliness: Brazing has high requirements for the cleanliness of the welded parts. Any oil, oxide or other impurities will affect the wetting and fluidity of the brazing material, thereby affecting the welding quality.
High Cost of Filler Materials: Some high-performance brazing materials, such as silver-based brazing materials, are expensive, especially for mass production, which will increase production costs.
Slow welding speed: Since brazing involves high welding temperatures and complex processes, the overall welding speed may be slow, especially when a large number of welds are required.
Applications:
Aerospace
Brazing is widely used in the aerospace industry for welding components under high temperature and high pressure environments, such as engine blades, combustion chambers, and heat-resistant alloy parts. The strength and durability of its welded joints enable it to withstand harsh working conditions.
Automotive Industry
In the automotive industry, brazing is used to weld components such as heat exchangers, air conditioning systems, and hydraulic pipes. Especially for welding between dissimilar materials such as copper and aluminum, stainless steel and steel, brazing can ensure the airtightness and corrosion resistance of the joints.
Household Appliances
Brazing technology is used in the manufacture of household appliances to connect copper pipes, aluminum pipes, and stainless steel pipes in refrigerators, air conditioners, and water heaters. Brazing welded joints are tight and firm, and can maintain good airtightness and durability for a long time.
Electronic and Electrical Equipment
Brazing is used for the connection and packaging of electronic components, especially in electrical equipment, where brazing can ensure the dual needs of electrical conductivity and mechanical strength, such as motor parts, coils, connectors, etc.
Tool Manufacturing
In the manufacture of many high-strength, high-wear-resistant cutting tools and drills, brazing is used to weld carbide tools to steel tool bodies. Due to the high strength and good impact resistance of the brazed joint, the service life and stability of the tool are ensured.
Types of Brazing:
Flame Brazing

Flame brazing is one of the most common brazing methods. It uses the flame of oxygen-acetylene or other combustible gases to heat the brazing material and workpiece, so that the brazing material melts and fills the joint. Flame brazing is flexible in operation and is suitable for welding a variety of metals and dissimilar materials, especially pipes and small parts.
Features:
Simple equipment and easy operation.
Can weld a variety of different materials and has a wide range of applications.
Suitable for welding workpieces of complex shapes.
Application:
Widely used in pipeline welding, tool welding, mechanical parts connection, etc.
Furnace Brazing

Furnace brazing is to put the welded parts and brazing materials into a heating furnace together, and the workpieces are heated to the melting point of the brazing materials as a whole, and then welded through the atmosphere or protective gas. Furnace brazing process is suitable for large-scale, high-precision welding.
Features:
Suitable for mass production, good welding quality consistency.
No manual operation is required, suitable for automated production.
The welding environment is controllable, and larger or complex workpieces can be welded.
Application:
Commonly used in batch welding of automotive parts, aerospace devices and electronic components.
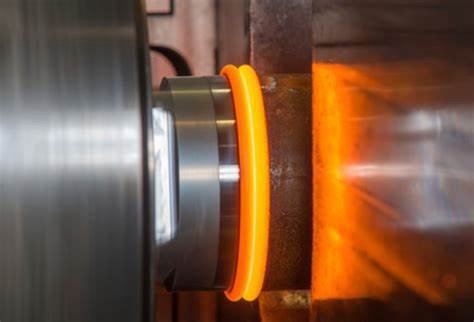
Induction Brazing

Induction brazing uses eddy currents generated by electromagnetic induction to heat the workpiece, melt the brazing materials and complete the welding. Induction brazing has a fast heating speed and a small heat-affected zone, which is suitable for welding precision parts and local welding.
Features:
Fast heating speed and short welding time.
Small heat-affected zone and high welding precision.
Simple operation, suitable for automated production.
Application:
Mainly used for welding electronic components and precision mechanical parts.
Vacuum Brazing
Vacuum brazing is a brazing process performed under vacuum, which avoids oxidation in the air and can obtain extremely high-quality welded joints. It is particularly suitable for welding parts with high precision and high performance requirements.
Features:
The welded joints are free of oxides and of high quality.
Suitable for welding of precious metals, heat-resistant alloys and other materials.
The equipment is complex and the cost is high.
Application:
It is often used for welding high-end equipment parts in high-tech fields such as aerospace and nuclear industry.
Process Flow of Hard Brazing:
Material Preparation: Ensure that the surface of the welded parts is clean, remove oil, scale and impurities. The welded parts need to be assembled accurately to avoid excessive weld gaps.
Selection of Brazing Filler Metals and Flux: Select appropriate brazing filler metals and flux according to the welding materials and welding process. The melting point of the brazing filler metal should be lower than that of the parent material, and the flux helps prevent oxidation and improve the fluidity of the brazing filler metal.
Heating Process: Heat the welded parts to the melting point of the brazing filler metal. Common heating methods include flame, induction or furnace heating. Heating should be uniform to avoid overheating or local overheating.
Brazing Process: After the brazing filler metal is melted, it flows into the weld by capillary action, fills the gap, and forms a solid joint with the base material through diffusion and wetting.
Cooling and Cleaning: After brazing, cool naturally or control the cooling rate to avoid deformation of the welded parts. After cooling, remove excess flux and residues to ensure a smooth surface of the weld.
Soft Soldering

Soft soldering is a low-temperature welding process, and the welding temperature is usually below 450°C. The main feature of soft soldering is the use of low-melting-point solder (such as tin-lead alloy, tin-silver alloy, etc.) as filler metal, which is melted and penetrated into the gap of the welded parts by capillary action. Soft soldering does not melt the base material, but only relies on the wettability and fluidity of the solder to form a solid welded joint.
Due to the low temperature of soft soldering, the thermal effect on the welded parts is small, and it is often used to weld temperature-sensitive materials and components such as electronic components, electrical equipment, and copper pipe joints.
Advantages and Disadvantages:
Advantages:
Low temperature operation: The soldering temperature of soldering is low, usually between 180°C and 450°C, which reduces the thermal impact on the base material and is not easy to cause deformation or performance loss of the base material.
Suitable for electronic welding: Soft soldering is particularly suitable for welding precision electronic components and electrical circuits, and can form connections with excellent conductive properties. It is widely used in the welding of circuit boards and electronic components.
Simple welding process: Soft soldering is simple to operate and has low equipment requirements. Soldering can be done with a soldering iron, gas flame or electric soldering iron, which is suitable for manual operation and small-scale production.
Low cost: The price of solder is relatively low. Common tin-lead alloy solder and tin-silver alloy solder are moderately priced and suitable for mass production.
Beautiful welding: The soldering joint is smooth and neat, and does not require complicated post-processing. It is particularly suitable for welded parts with high appearance requirements.
Disadvantages:
Low strength: Since soldering uses low melting point solder, the strength of its welded joint is low and cannot withstand large mechanical loads. It is not suitable for welding high-strength structural parts.
Poor heat resistance: The heat resistance of solder joints is limited. When the working temperature exceeds the melting point of the solder, the solder joint may fail, so it is not suitable for use in high temperature environments.
Environmental issues: The tin-lead alloy solder used in traditional soldering has lead pollution problems. Especially in the electronics industry, lead-free solder is required to meet environmental protection requirements.
General corrosion resistance: The corrosion resistance of solder joints is poor, especially in humid, acidic or alkaline environments, which are prone to corrosion.
Application:
Electronic Circuit Welding

Soldering is widely used for the connection of electronic components and circuit board welding. Common welding equipment includes electric soldering irons and reflow soldering machines. Using low melting point solders such as tin-lead alloys or tin-silver alloys, the thermal effect on components during welding is small, effectively avoiding damage to electronic components.
Electrical Connection
In electrical equipment, soldering is used for the connection of electrical wires, connectors, etc. The soldering joint has good conductivity, which can keep the contact resistance low and ensure the stability and reliability of the electrical connection.
Pipe Welding
Soldering is used to weld copper pipe joints in domestic plumbing systems, especially pipe welding in water supply and heating systems. Due to the low temperature of soldering, it will not have a large thermal impact on the copper pipe, and can form a strong and airtight connection.
Jewelry Manufacturing
Soldering is used for metal connections in jewelry processing, especially for the welding of precious metals such as gold and silver. In jewelry welding, low temperature operation can avoid deformation and damage of precious metals and maintain fine structure and appearance.
Handicraft and Repair
In handicraft and art repair, soldering can be used for connecting and repairing small metal products, such as repairing ancient metal ornaments, clock parts, etc.
Types of Soldering:
Electric Iron Soldering
Electric iron soldering is one of the most common soldering methods. The solder is heated to the melting temperature with an electric soldering iron, and then the weldment is connected through the molten solder. It is often used for welding electronic components and small metal parts.
Features:
Simple operation and convenient equipment.
Commonly used for small parts and precision welding.
Suitable for manual operation and maintenance work.
Application:
Widely used in small welding occasions such as electronic components, circuit board welding, and repair.
Flame brazing

Flame brazing uses a gas flame (such as butane, propane, etc.) to heat the brazing material and the workpiece, so that the brazing material melts to form a welded joint. The heat source of flame brazing is relatively flexible and suitable for welding various metals and joints.
Features:
Flexible heating, suitable for workpieces of various sizes.
Can be used for welding thin-walled parts such as copper pipes.
Suitable for on-site welding or repair work.
Application:
Mainly used for the connection of copper pipes and lead pipes, widely used in the installation and repair of pipeline systems and domestic water heating systems.
Wave Soldering

Wave soldering is a soft soldering method used for mass electronic component welding. The circuit board is passed through the wave crest of the molten solder, so that the solder quickly covers and welds the component pins and the pads of the circuit board. This method is widely used in printed circuit board (PCB) welding.
Features:
High efficiency, suitable for large-scale electronic production.
Uniform welding quality, suitable for automated welding.
Precise temperature control during operation to reduce thermal damage.
Application:
Mainly used for circuit board welding in the electronics manufacturing industry, especially for mass production of consumer electronics and communication equipment.
Process Flow of Soldering:
Surface Preparation: Before soldering, the oxides, oil stains and other impurities on the surface of the weldment must be cleaned to ensure that the solder can be evenly wetted and flowed to form a high-quality joint. The cleaning method can be mechanical grinding, chemical cleaning or solvent wiping.
Solder Selection: Select the appropriate solder according to the material of the weldment and the use environment. Common solders include tin-lead alloy, tin-silver alloy, tin-copper alloy, etc. Lead-free solder is widely used in applications with high environmental protection requirements.
Use of Flux: The flux is used to remove oxides on the welding surface and improve the wettability of the solder. Rosin-type flux or acid flux is often used in soldering to ensure that the solder can flow evenly.
Heating Process: Use an appropriate heating tool (such as an electric soldering iron or flame) to heat the weldment and solder until the solder melts and penetrates the weld. Heating temperature and time should be controlled to avoid excessive thermal impact on the welded parts.
Cooling and Cleaning: After welding, wait for the welded parts to cool naturally to room temperature and remove the residual flux and oxides during the welding process. For electronic welding, it is particularly important to clean the residual flux to avoid circuit failure or short circuit.
Common Moldering Materials:
Tin-lead Alloy Solder
Tin-lead alloy (Sn-Pb) is a traditional soldering solder with a melting point of about 183°C. It is widely used in the welding of electronic components and has good wettability and fluidity.
Application:
It is mainly used for the welding of traditional electronic equipment, but due to the environmental protection issues of lead, it is gradually replaced by lead-free solder.
Tin
Material That Can be Welded:
Suitable for welding non-ferrous metal materials such as aluminum, copper, and silver, especially the connection of different materials.
Methods of Sheet Metal Welding Quality Inspection
Sheet metal welding quality inspection is a key step to ensure the safety and reliability of welded structures. Through inspection, defects generated during welding, such as cracks, pores, slag inclusions, etc., can be found, so as to ensure that the performance of welded parts meets the design requirements. Welding quality inspection methods can be divided into two categories: non-destructive testing and destructive testing.
Non-destructive Testing (NDT)
Non-destructive testing is to check the welding quality by physical and chemical methods without destroying the workpiece. The main purpose of non-destructive testing is to find defects inside and on the surface of the weld, which is suitable for online inspection of welded parts and inspection of final products.
Appearance Inspection
Appearance inspection is the simplest inspection method, usually by visual inspection or magnifying glass to check the appearance quality of the weld. The focus of the inspection is whether the size and shape of the weld meet the design requirements, and whether there are obvious defects in the welding process, such as cracks, weld nodules, weld depressions, etc.
Advantages: simple operation, low cost, no special equipment required.
Disadvantages: only obvious defects on the surface of the weld can be found, and internal defects cannot be detected.
Application: Widely used in the preliminary inspection of most welded structures, especially for simpler welds.
Ultrasonic Testing (UT)

Ultrasonic testing is a method that uses ultrasonic pulses to penetrate materials and detect internal defects in welds through reflected waves. Ultrasonic testing can detect defects such as pores, slag inclusions and cracks inside welds.
Advantages: High sensitivity, can detect defects inside welds, suitable for thick-walled materials and large components.
Disadvantages: High technical requirements for operators, not suitable for welds with complex shapes or small sizes.
Application: Widely used in high-demand welded structures such as pressure vessels, boilers and shipbuilding.
Magnetic Particle Testing (MT)

Magnetic particle testing is suitable for weld quality inspection of ferromagnetic materials. During the inspection, a magnetic field is applied to the surface of the weld. If there are defects (such as cracks) in the weld, the defective part will generate magnetic field leakage, attract magnetic particles, and form a visible defect pattern.
Advantages: Very effective for the detection of surface or near-surface defects.
Disadvantages: Can only be used for ferromagnetic materials, and cannot detect defects deep in the weld.
Application: Widely used for weld inspection of steel components, especially for occasions with high requirements for weld surface quality.
Radiographic Testing (RT)
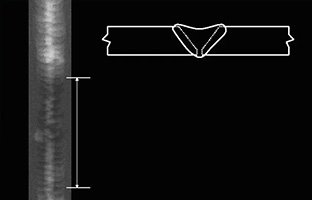
Radiographic testing includes X-ray and gamma-ray testing, which uses the principle of intensity change when the ray penetrates the weld to find internal defects in the weld. Radiographic testing is one of the most accurate weld inspection methods.
Advantages: It can clearly display defects such as pores, slag inclusions, and unfused welds.
Disadvantages: The equipment is expensive, the operation is complicated, and the technical level and safety protection requirements of the operator are high.
Application: Suitable for welding structures with very high requirements, such as nuclear power plants, aerospace, and high-voltage equipment.
Penetrant Testing (PT)
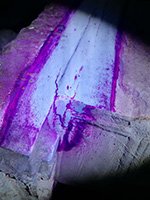
Penetrant testing is suitable for surface defect detection of various materials. Usually, a dye liquid with penetrating ability is applied to the surface of the weld, which penetrates into the defect through capillary action, and then the surface liquid is removed and the developer is applied, and the defect will appear.
Advantages: Simple operation, low cost, suitable for surface defect detection of various materials.
Disadvantages: It can only detect open defects on the surface or near the surface, and cannot be used for internal defect detection.
Application: Widely used in surface inspection of thin plate weldments and small welded structures, especially non-ferrous metal materials such as aluminum and copper.
Destructive Testing (DT)
Destructive testing is the process of destructive treatment of samples during mechanical, chemical and physical testing of welded structures to evaluate the performance of welds. Although destructive testing can cause damage to the workpiece, it can provide comprehensive information about the strength, toughness, ductility, etc. of welded parts.
Tensile Test
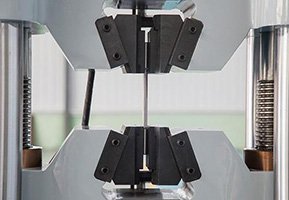
Tensile test detects the strength of welded joints by stretching the weldment to fracture. This method can measure the tensile strength, yield strength and elongation at break of welds and heat-affected zones.
Advantages: Can directly evaluate the tensile strength and plastic deformation capacity of welds.
Disadvantages: Need to destroy the sample and cannot be performed on finished products.
Application: Commonly used to evaluate the mechanical properties of important structural welds, such as building steel structures, bridges, etc.
Impact Test

The impact test measures the toughness of the weld by using impact force to hit the welded specimen at low or normal temperature. The commonly used impact test method is the Charpy impact test.
Advantages: It can evaluate the impact resistance and brittle fracture tendency of welds at low temperatures.
Disadvantages: It can only be used for laboratory testing and is highly destructive.
Application: It is widely used in the detection of welds that require impact resistance and low-temperature performance, such as pressure vessels and shipbuilding.
Bend Test
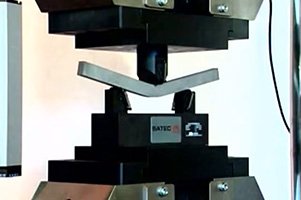
The bend test is to bend the welded specimen to observe whether cracks or damage occur in the weld and heat-affected zone. This test is usually used to evaluate the plastic deformation capacity of welded joints.
Advantages: It can effectively detect the plasticity and continuity of the weld and is easy to operate.
Disadvantages: Destructive testing, cannot be used for finished parts.
Application: It is widely used in the quality assessment of welds such as pipelines and boilers.
Hardness Test
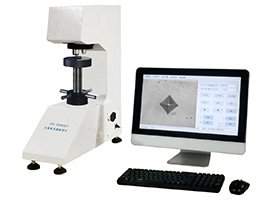
The hardness test evaluates the uniformity and welding quality of welds by measuring the hardness values of the weld, heat-affected zone and parent material. Common hardness test methods include Brinell hardness, Rockwell hardness and Vickers hardness.
Advantages: It is simple and fast and can reflect the hardness distribution of different areas of the weld.
Disadvantages: It can only indirectly reflect the strength and quality of the weld.
Application: Widely used to evaluate the hardness and wear resistance of welded structural parts, suitable for a variety of metal materials.
Modern Welding Quality Detection Technology
With the continuous development of welding technology, some advanced detection methods have also been introduced into welding quality detection, such as phased array ultrasonic testing (PAUT) and acoustic emission testing (AE). These technologies combine modern electronic and computer technology to detect welding quality more accurately and quickly.
Phased Array Ultrasonic Testing (PAUT)

Phase array ultrasonic testing uses multiple ultrasonic probes to emit ultrasonic beams, which can perform two-dimensional or three-dimensional imaging of welds. Compared with traditional ultrasonic testing, PAUT has higher accuracy and detection speed.
Application: Widely used in the detection of large welded structures such as oil pipelines and pressure vessels.
Acoustic Emission Testing (AE)

Acoustic emission testing is to detect the development of internal defects in welds in real time by monitoring the acoustic wave signals generated by welded parts during loading.
Application: Mainly used to monitor the condition of welded structures in use, especially suitable for online detection of large structures.
Article Navigation
Others You Might Want to Know
Article Navigation
Industries
Foundries
Athers Articles